Advanced Technology: Our elevators feature cutting-edge technologies such as regenerative drives, variable frequency drives (VVVF), and smart control systems for optimal performance and energy efficiency.
High Safety Standards: We prioritize safety with features like emergency stop buttons, overload sensors, door interlocks, and firefighter’s service, ensuring compliance with international safety regulations.
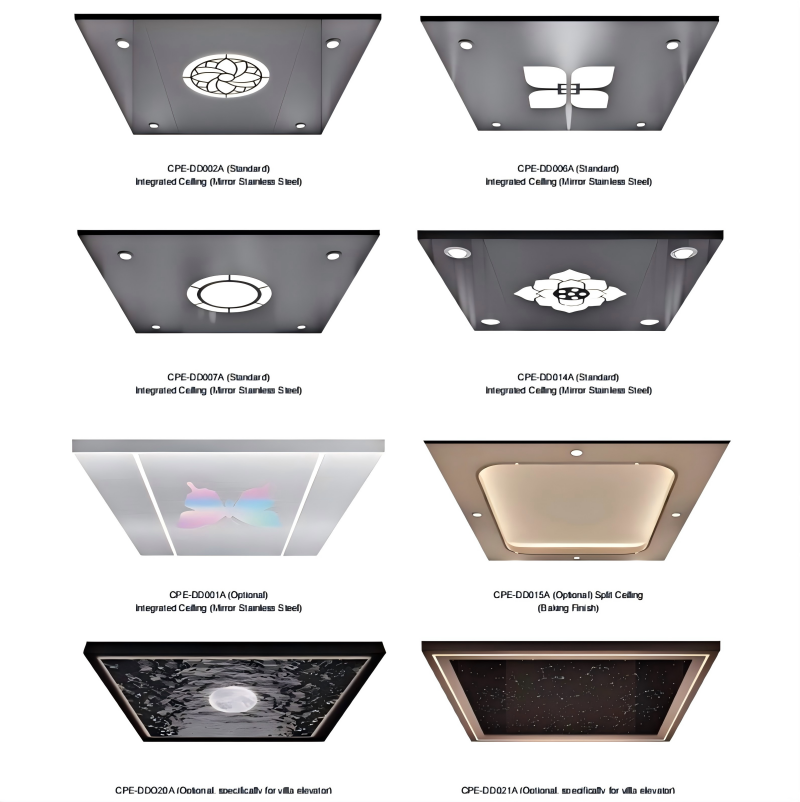
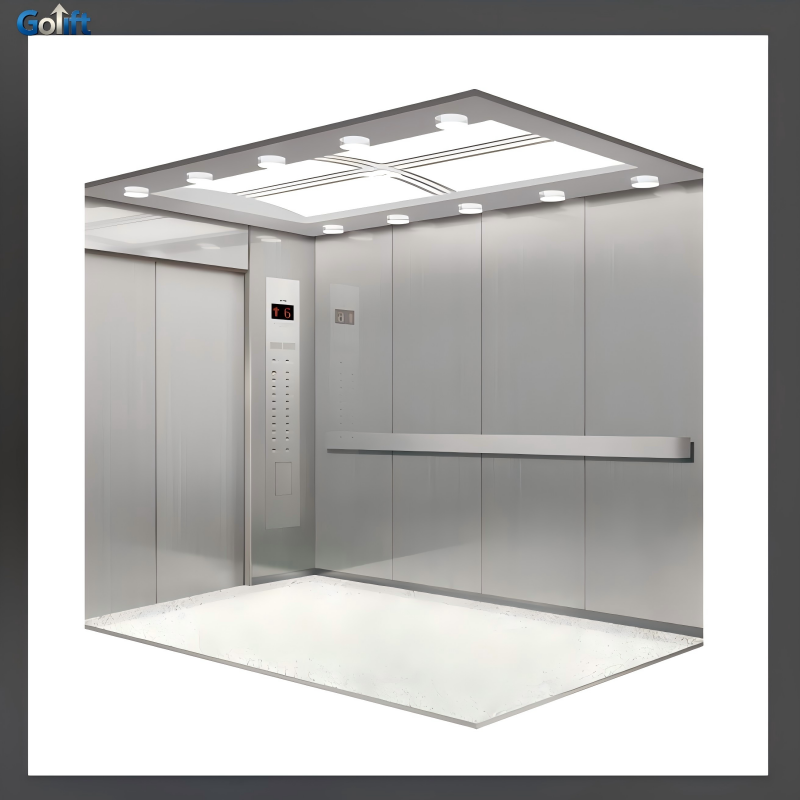
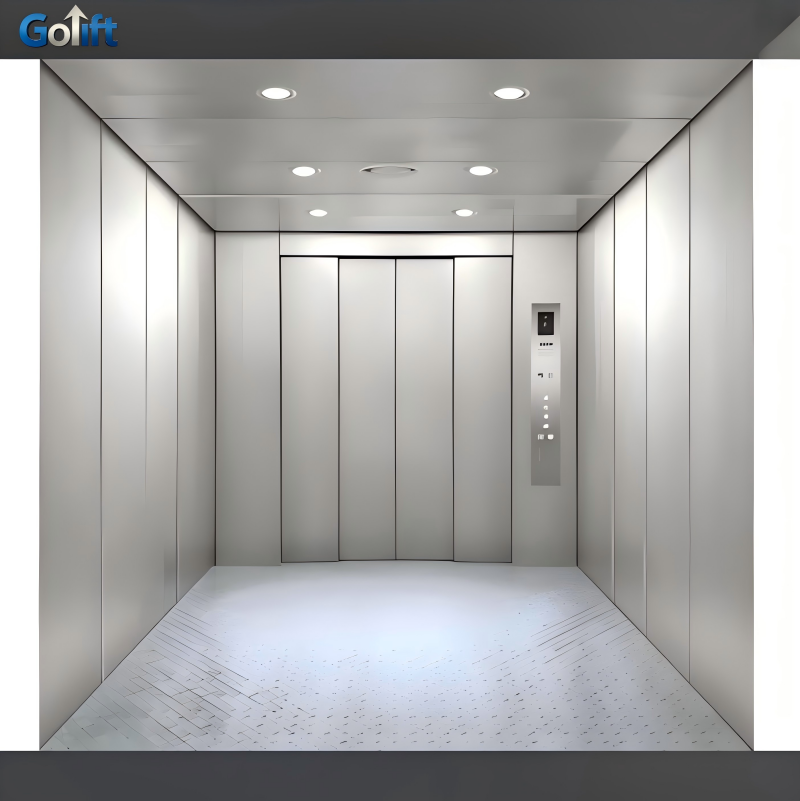
Customization Options: We offer tailored solutions to meet the specific needs of different building types, whether residential, commercial, or industrial.
Energy Efficiency: Our elevators are designed to minimize energy consumption, aligning with green building standards and reducing operational costs.
Reliability: With a proven track record and high-quality components, our elevators provide consistent performance and longevity.
Exceptional User Experience: Smooth rides, fast response times, and user-friendly interfaces enhance passenger comfort and satisfaction.