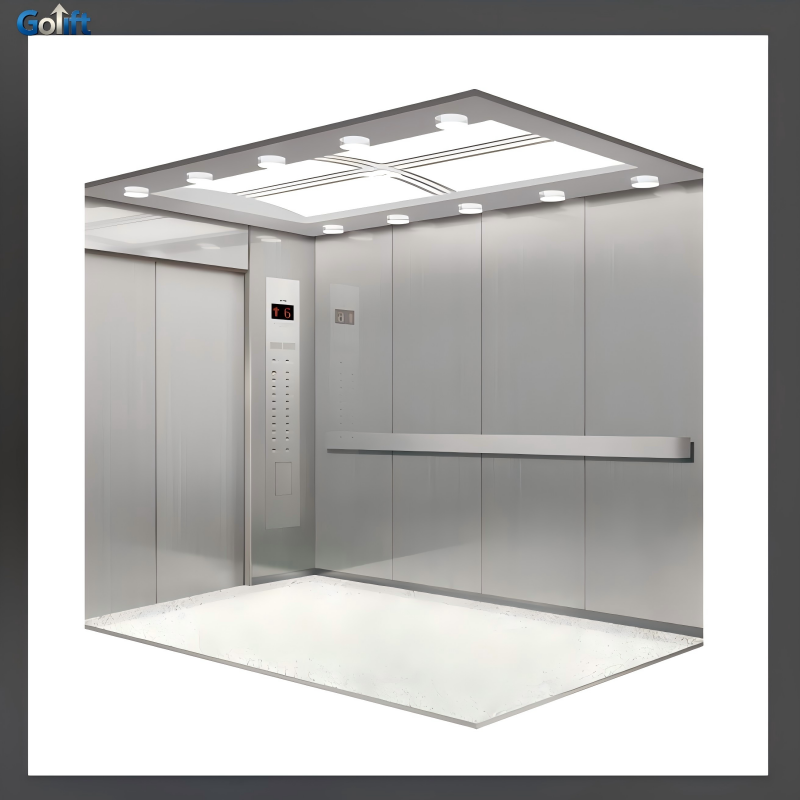
GOLIFT freight elevators are engineered for industrial warehouse and commercial logistics, offering key advantages tailored for B2B clients in demanding environments :
High Load Capacity & Efficient Space Utilization
Designed for heavy-duty operations with load ranges from 1 to 10 tons, featuring wide car entrances to accommodate oversized cargo and streamline material flow in factories and warehouses 1.
Enhanced Safety & Durability
Built in compliance with international safety standards (e.g., GB7588), with multiple safety circuits, overload protection, and anti-fall devices. The robust structure ensures long-term reliability under intensive use 1.
Energy Efficiency & Low Operating Costs
Incorporates permanent magnet synchronous gearless traction and variable-frequency drive systems, reducing energy consumption by approximately 25–30% compared to traditional models, aligning with sustainability goals 3.
Space-Saving & Flexible Installation
Machine-room-less (MRL) and compact control cabinet designs minimize structural requirements, lowering building costs and enabling easier retrofits in existing facilities 4.
Smart Operation & Maintenance
IoT-enabled remote monitoring allows for real-time performance tracking, predictive maintenance, and fault alerts, improving uptime and reducing lifecycle management costs 7.
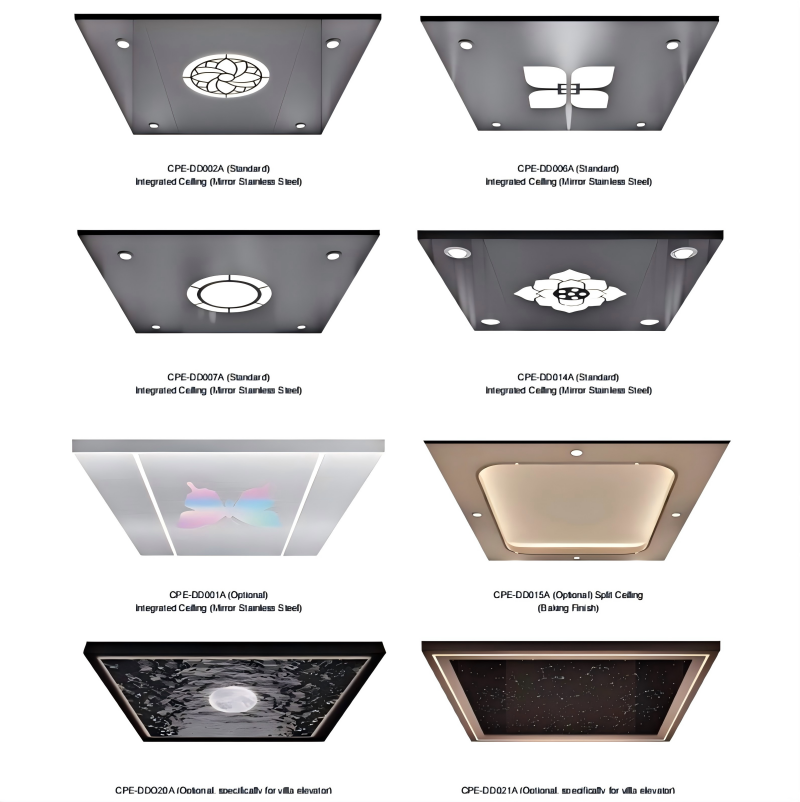
Customization for Regional Needs
Offers non-standard design services to adapt to specific regional conditions—such as high temperature and humidity in Latin America—or integrate with specialized industrial workflows (e.g., AGV coordination, high-speed heavy-load requirements).
These strengths make GOLIFT a reliable partner for industrial plants, logistics centers, and manufacturing facilities seeking efficient, safe, and cost-effective vertical transportation solutions.